铣削用量如何进行表示
铣削用量通常以切削速度、进给量和切削深度三个参数来表示。
-
切削速度(v):指刀具相对于工件的线速度,表示刀具在单位时间内切削的长度,单位为 m/min。切削速度的大小取决于刀具材料、工件材料、切削方式、加工精度等因素。
-
进给量(f):指刀具在单位时间内沿进给方向移动的距离,单位为 mm/min。进给量的大小取决于工件的硬度、刀具的几何形状、加工精度等因素。
-
切削深度(a):指刀具一次切削从工件上切下的材料厚度,单位为 mm。切削深度的选择取决于刀具的强度、刚度、机床的功率等因素。
不同的铣削工艺对铣削用量的要求不同。例如,粗铣通常采用较大的切削速度和进给量,而精铣则采用较小的切削速度和进给量。
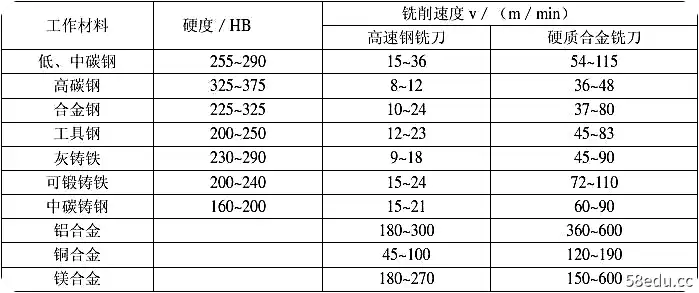
针对不同工件材料和切削条件,可以参考下列表格中的推荐铣削用量:
| 工件材料 | 最低切削速度(m/min) | 最高切削速度(m/min) | |---|---|---| | 普通碳钢 | 20 | 80 | | 合金钢 | 10 | 50 | | 不锈钢 | 5 | 25 | | 铸铁 | 15 | 60 | | 铝 | 100 | 200 | | 铜 | 50 | 150 |
铣削用量计算公式
切削速度(v)= 圆周速度(πDN)/ 1000
进给量(f)= 进给速度(S)/ 转速(n)
切削深度(a)= 刀具直径(D)× 径向进给量(Ae)
圆周速度(πDN):指刀具在单位时间内转过的圆周长度,单位为 m/min。
进给速度(S):指刀具沿进给方向移动的速度,单位为 mm/min。
转速(n):指刀具每分钟转过的圈数,单位为 rpm(转/分)。
径向进给量(Ae):指刀具在单位时间内沿径向移动的距离,单位为 mm/min。
通过以上公式,可以根据铣削加工的要求计算出合适的铣削用量。
阅读剩余
版权声明:
作者:小龙人
链接:https://www.xuexizoo.com/article/1759808063168069895.html
文章版权归作者所有,未经允许请勿转载。如有侵权,请发邮件联系管理员进行处理,邮箱地址:121671486@qq.com
作者:小龙人
链接:https://www.xuexizoo.com/article/1759808063168069895.html
文章版权归作者所有,未经允许请勿转载。如有侵权,请发邮件联系管理员进行处理,邮箱地址:121671486@qq.com
THE END